

 QQ
QQ
• 方法一、在PLC中组态速度轴工艺对象,V90可以使用1、2、3、5、102、105等报文,这种方式PLC运算负担较大,但是可以使用MC_Power、MC_MoveVelocity等PLC Open标准功能块进行控制。
• 方法二、PLC通过FB285(SINA_SPEED)功能块对V90PN进行速度控制,V90使用1号标准报文,这种方式不需要PLC组态工艺对象,PLC的运算负担较小。
• 方法三、V90使用1号标准报文,不使用任何专用程序块,利用报文的控制字和状态字通过编程进行控制,使用这种方式需要对报文结构比较熟悉。
V90 PN配置要点
• 设置控制模式为"速度控制(S)"
• 对于方法一,配置通信报文为标准报文2为例进行演示;
• 对于方法二和方法三,配置通信报文为标准报文1。
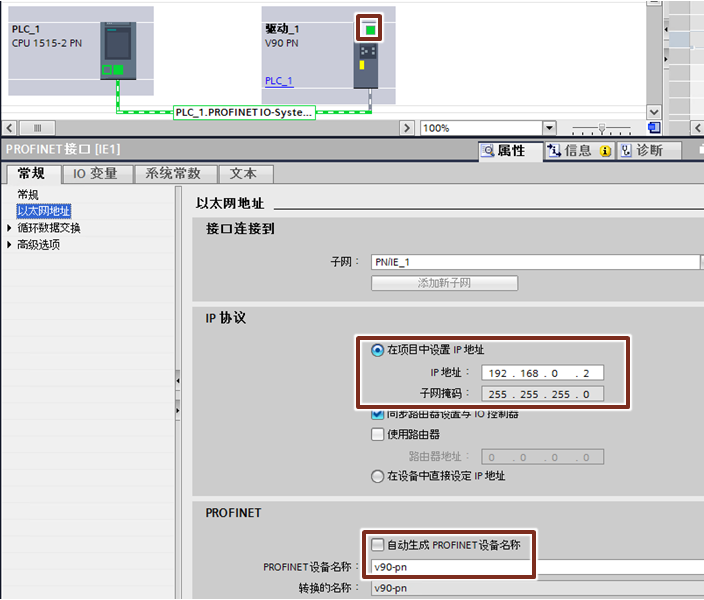
• V90在线后点击"设置PROFINET->配置网络",设置V90的IP地址及设备名称:注意:设置的设备名称一定要与1500项目中配置的相同。
参数保存后需重启驱动器才能生效。
方法一 使用标准报文2和工艺对象
V90 PN与PLC采用PROFINET RT通信方式并使用报文2,项目步骤如下:
1. 创建项目后,添加新设备S7-1500 PLC
2. 在网络视图中添加V90 PN设备(本例使用HSP组态)
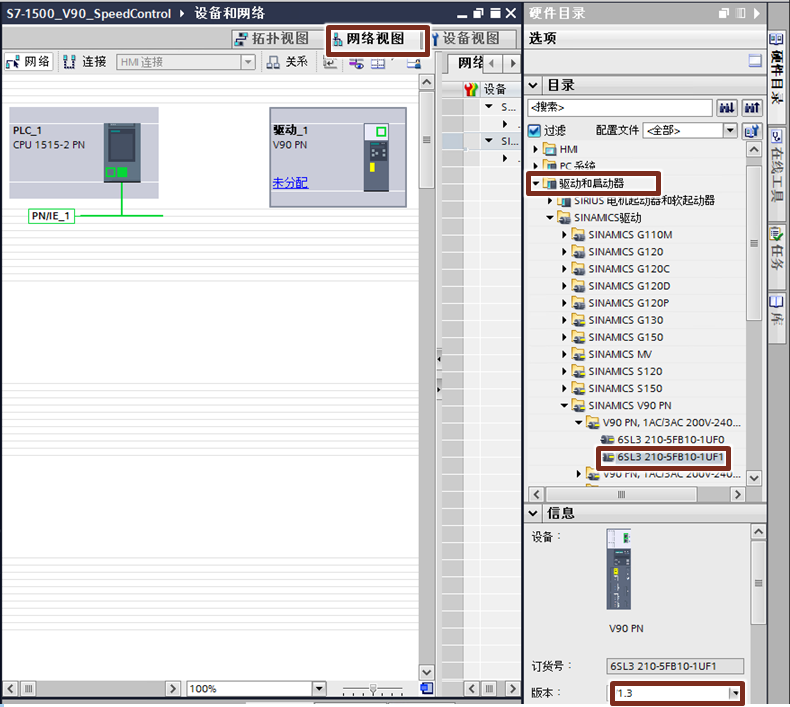
需注意,此处的V90固件版本必须与实际使用的相一致。
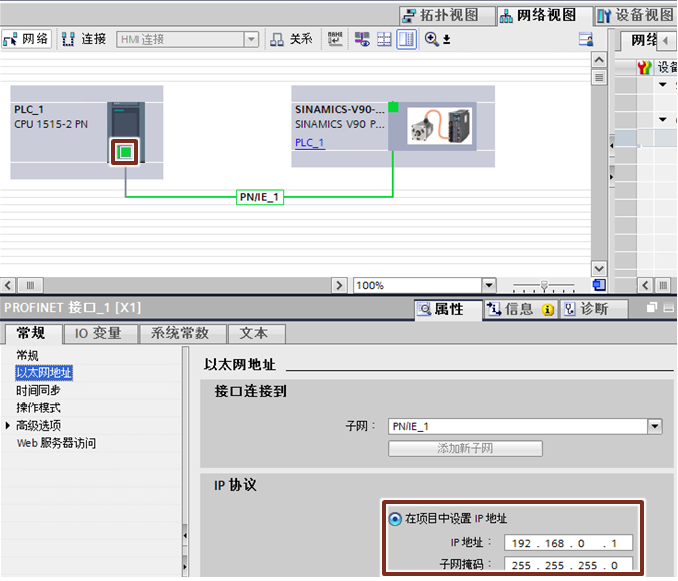
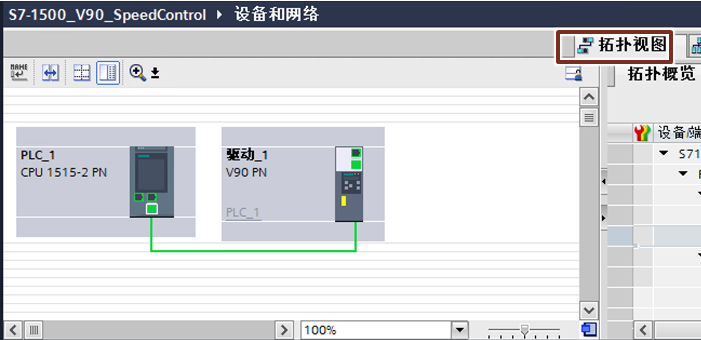
3. 建立V90 PN与PLC的网络连接,并分别设置S7-1500及V90 PN的IP地址及设备名称。
S7-1500 的IP地址设置:
V90 PN的IP地址及设备名称设置:
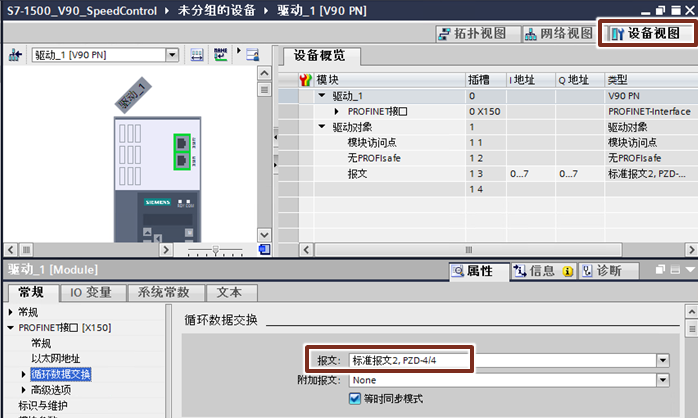
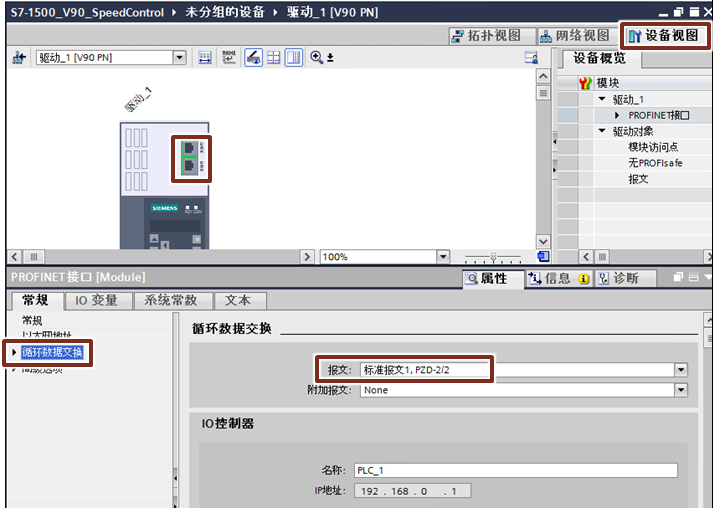
4. 在V90PN的设备视图中配置通信报文为标准报文2
5. 在网络视图中配置PROFINET IRT通信,需要注意当前V90 PN的通信时间***短为2ms

6. 在拓扑视图中配置通信的接口连接,本例为PLC的Port2连接V90 PN的Port1
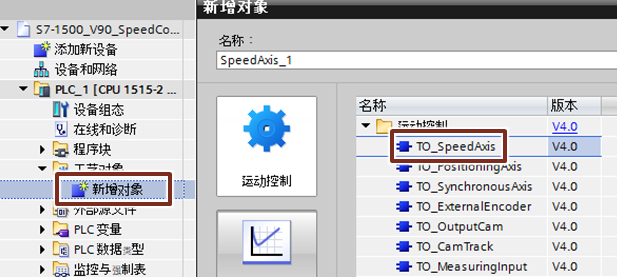
7. 双击"新增对象"创建新的工艺对象 (TO),在此选择速度轴
8. 配置驱动装置

驱动的数据可以采用自动获取的方式:

9. 在OB1中使用MC_Power、MC_MovVelocity等PLC Open标准程序块编写轴的位置控制程序,PLC Open指令位于工艺指令目录下的运动控制文件夹中,命令相关说明请查看博途的帮助文件。
方法二 使用标准报文1和SINA_SPEED功能块
V90 PN与PLC采用PROFINET RT通信方式并使用报文1,项目步骤如下:
1. 创建新项目,添加设备以及组态IP地址的操作与方法一中的步骤1~3相同。
2. 在V90 PN的设备视图中设置控制报文为标准报文1
在OB1中将DriveLib_S7_1200_1500中的SINA_Speed(FB285)功能块拖拽到编程网络中(此功能块只能与标准报文1配合使用),进行速度控制:

注意:功能块管脚HWIDSTW及HWIDZSW的赋值请参看下图:
4. SINA_SPEED功能块输入输出参数说明
输入参数:
| 输入信号 | 类型 | 含义 |
|---|---|---|
| EnableAxis | BOOL | =1,驱动使能 |
| AckError | BOOL | 驱动故障应答 |
| SpeedSp | REAL | 转速设定值[rpm] |
| RefSpeed | REAL | 驱动的参考转速[rpm],对应于驱动器中的p2000参数 |
| ConfigAxis | WORD | 默认设置为16#003F,说明参看下表 |
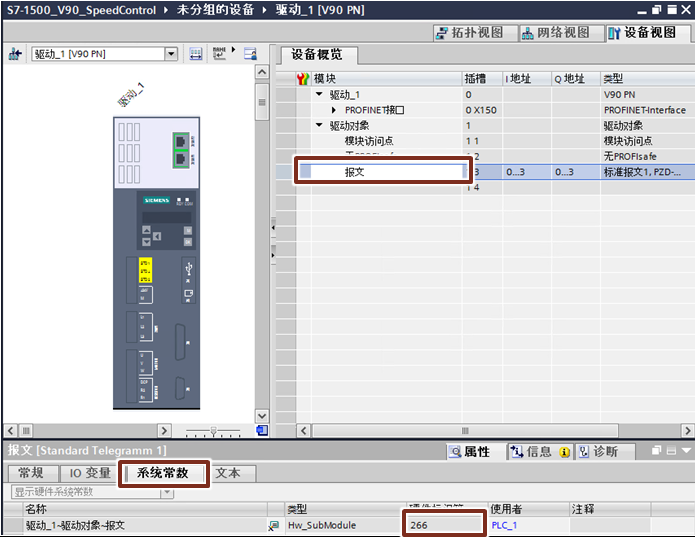
| HWIDSTW | HW_IO | V90设备视图中报文1的硬件标识符 |
| HWIDZSW | HW_IO | V90设备视图中报文1的硬件标识符 |
ConfigAxis的各位说明:
| 位 | 默认值 | 含义 |
|---|---|---|
| 位0 | 1 | OFF2 |
| 位1 | 1 | OFF3 |
| 位2 | 1 | 驱动器使能 |
| 位3 | 1 | 使能/禁止斜坡函数发生器使能 |
| 位4 | 1 | 继续/冻结斜坡函数发生器使能 |
| 位5 | 1 | 转速设定值使能 |
| 位6 | 0 | 打开抱闸 |
| 位7 | 0 | 速度设定值反向 |
| 位8 | 0 | 电动电位计升速 |
| 位9 | 0 | 电动电位计降速 |
输出参数:
| 输出信号 | 类型 | 含义 |
|---|---|---|
| AxisEnabled | BOOL | 驱动已使能 |
| LockOut | BOOL | 驱动处于禁止接通状态 |
| ActVelocity | REAL | 实际速度[rpm] |
| Error | BOOL | 1=存在错误 |
| Status | INT | 16#7002:没错误,功能块正在执行 16#8401: 驱动错误 16#8402: 驱动禁止启动 16#8600: DPRD_DAT错误 16#8601: DPWR_DAT 错误 |
| DiagID | WORD | 通信错误,在执行SFB 调用时发生错误 |
方法三 PLC通过IO地址直接控制V90 PN
此种控制方式无需专用的程序块,直接给定速度。V90使用标准报文1,项目及网络配置步骤与方法一相同。通过对输出的***个控制字进行驱动器的起停控制、第二个控制字可以指定电机运行的速度。
V90的输出地址可从设备视图中查看:

在OB1中调用MOVE命令,发送对驱动的控制字及速度给定:
1. 通过***个控制字进行驱动器的起停控制(16#047E->16#047F)

2. 通过第二个控制字可以指定电机运行的速度(十六进制16#4000,即十进制的16384对应 p2000 速度参数值)

例如,V90 PN的p2000=3000rpm,如果SpeedSetpoint设置为十进制的8192(即十六进制的16#2000),则表示速度给定为1500rpm。
